





Методы сварки
Методы сварки, которые мы используем
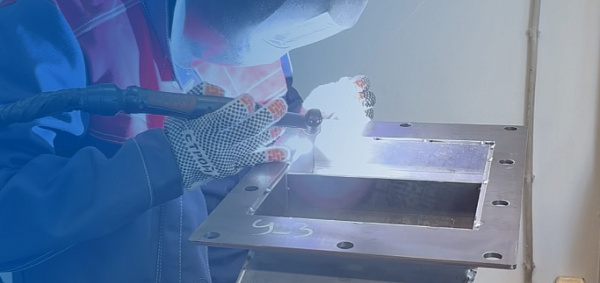
На фото представлена лицевая сторона сварного шва. Сваривали два листа нержавеющей стали толщиной 1,5 мм, сварка производилась аргонно-дуговым методом. Температура в зоне сварки доходит до 2000 ºС, что приводит к быстрому окислению расплавленного и разогретого металла при его взаимодействии с кислородом воздуха. Для предотвращения данного процесса в зону сварки подают инертный газ, в данном случае аргон. Аргон вытесняет воздух, и окисление не происходит. На фото хорошо видно, что в защитной среде аргона сталь практически не окисляется, шов выглядит ровным.


На данном фото представлен тот же самый сварной шов, но после химической очистки (химического травления) в среде раствора кислот. В процессе химической очистки удаляются оксиды железа, образующиеся в процессе сварки в зоне шва, поверхность изделия очищается от попавших на нее, в процессе производства, соединений железа и органики.
На этом фото тоже представлена обратная сторона сварного шва (корень). Метод сварки тот же самый, толщина свариваемых листов нержавеющей стали 1,5 мм, но в процессе сварки, производился обдув обратной стороны шва инертным газом. В результате, мы имеем листы, сваренные по всей толщине, и отсутствие повреждений шва кислородом воздуха на корне.


Здесь тот же самый шов (корень), но после химической очистки. Корень шва чистый, не имеет выступов, края пластин сварены по всей толщине. Данный шов будет прочным и коррозионно стойким. На такую поверхность отлично ложатся полимерные покрытия, например тефлон и его производные.

Лазерная сварка является самым современным способом сварки для тонколистовых металлов. Нержавеющая сталь особенно чувствительна к нагреву и легко подвергается деформации, поэтому при сравнении с полуавтоматической и аргонно-дуговой сваркой, лазерная сварка имеет неоспоримое преимущество. При лазерной сварке сталь нагревается точечно, степень нагрева металла гораздо ниже, что позволяет избегать деформации металла, и это особенно ценно при работе с тонкой сталью. Цветов побежалости практически нет, соответственно требуется меньше усилий при дальнейшей очистке. Данный тип сварки легко поддается автоматизации.


На данном фото показан угловой сварной шов, выполненной при помощи лазерной сварки на углеродистой стали толщиной 1,2 мм.
На этом фото показан внутренний угловой шов на нержавеющей стали марки AISI 321 толщиной 2 мм. Шов обработан при помощи абразивного материала Скотч брайт.




На данном фото представлен наружний угловой шов на нержавеющей стали марки AISI 321 толщиной 2 мм.
Мы используем полуавтоматическую MIG сварку, когда необходимо получить силовой шов, т.е. шов высокой прочности. Этот метод хорош для крупных изделий с толщиной стенок от 3,0 мм и более. Углеродистую сталь, чаще всего, сваривают полуавтоматическим способом с присадкой из нержавеющей стали и обдувом смесью углекислого газа и аргона. Корень шва не “поддерживается”, провар металла происходит не на всю толщину. Кроме этого, брызги расплавленного металла сильно портят внешний вид Изделий. Для предотвращения данного эффекта, поверхность Изделий, в месте сварки, предварительно покрывают специальной жидкостью. На фото показаны сварные швы после механической очистки, поверхность окрашена.



